overview:
Our research project is focused on improving the performance of large cast iron components used in molds and dies. We’re doing this by developing a new material that combines cost-effective cast iron with a high-strength outer layer made of a special steel called maraging steel (18Ni300). The goal is to create a strong bond between these materials to make the final product both durable and efficient. We’re also exploring advanced techniques to enhance the surface quality of these components, ensuring they meet high standards of performance.
and now for a very simple explanation of “Why it is good, that the surface is polished and as much glossy as possible?“
Imagine you have a really sturdy but plain piece of clay that you want to use for a super important project. To make it extra strong and smooth, you cover it with a special, shiny layer of a super tough material. This way, the clay becomes not just strong on the outside but also extra durable and reliable for your project.

Functional Graded Material (FGM)
The SEAMAC project focuses primarily on improving the surface properties of gray cast iron using interlayer functional graded materials (FGM) produced by a laser-directed energy deposition L-DED of a metal powder. To improve the properties of the gray cast iron the maraging steel 18Ni300 in combination with In718, and FeNI—are used as potential interlayer materials. The investigation focuses on determining the optimal L-DED process parameters, such as laser power, mass flow rate, and scanning speed, to improve the diffusion of these materials with the cast iron substrate. Initial experiments, including single-line cladding, have shown that In718 exhibits superior diffusion properties without porosity (Fig. a), while 18Ni300 has some inherently favorable properties (Fig. b), but shows limited diffusion and low porosity. Conversely, application of FeNI has shown inadequate diffusion and high porosity (Fig. c). Further characterization, including microhardness testing, confirms these results and indicates that In718 is the most suitable candidate for use as an interlayer between managing steel and gray cast iron in the context of FGMs.
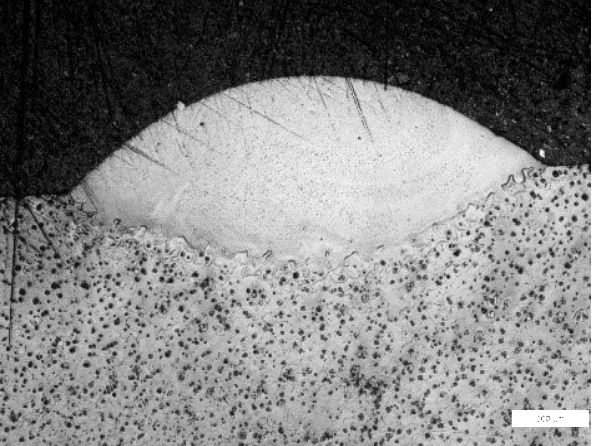
Fig. a) In 718
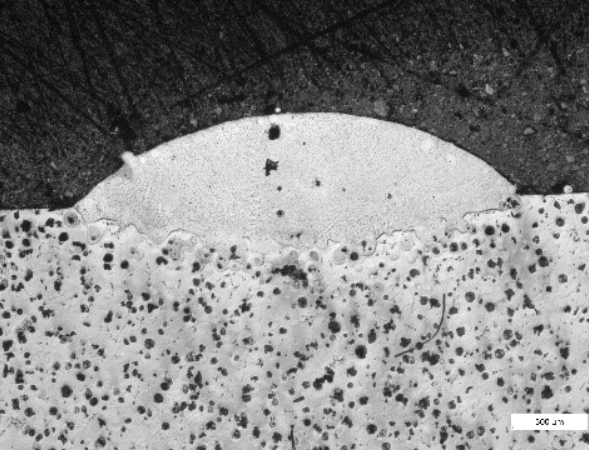
Fig. b) 18Ni300

Fig. c) FeNi
Microscopic diffusion analysis of cladding materials on GCI
Future/Planned Research
In the next phase, the SEAMAC project aims to investigate the application of the In718 to improve the surface properties of gray cast iron through a sharp interlayer as well as continuous FGM in the form of a thin wall and patch samples. The research will involve detailed characterization of these samples to evaluate their mechanical and chemical properties through various testing methods, including shear, tensile, hardness, scanning electron microscopy (SEM), X-ray diffraction (XRD), and electron backscatter diffraction (EBSD). It is expected that the results of the planned research will improve the understanding of material interactions and enhance the performance of gray cast iron-based structures in various industrial applications.
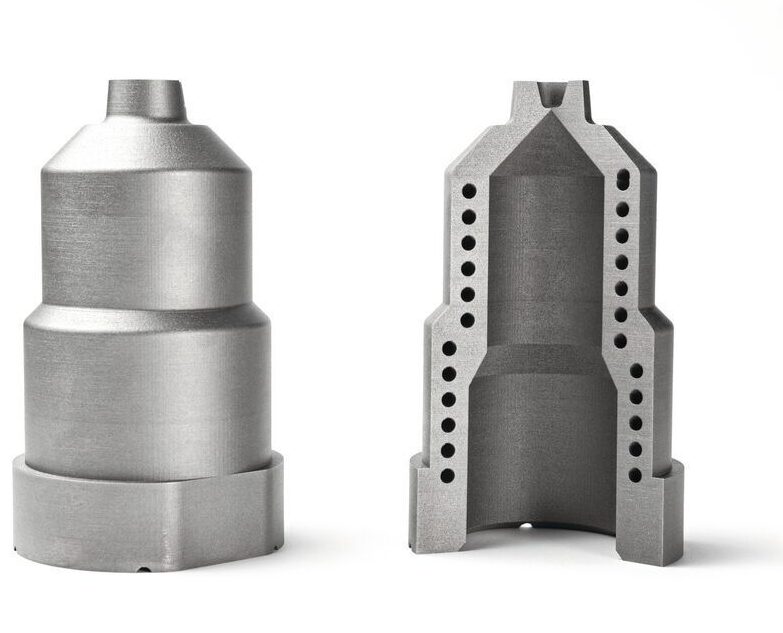
Maraging steel 18Ni300 is a type of high-strength, low-carbon steel known for its exceptional toughness and strength. The name “maraging” comes from a combination of “martensite” and “aging.” This steel undergoes a process where it’s first cooled to form a martensitic structure and then aged (heat-treated) to achieve maximum strength.
18Ni300 indicates the steel’s composition, with 18% nickel and other elements like cobalt and molybdenum. It’s commonly used in aerospace, tooling, and high-performance applications where strength and toughness are critical, such as in 3D printed rocket motor (a), tooling for die-casting (b), and high-strength fasteners (c).


Plasma electro Polishing (PeP)
At the Laboratory for Alternative Technologies (LAT), our work within the SEAMAC project focuses on improving the surface quality of parts made using 3D printing techniques. We use a process called Plasma Electrolytic Polishing (PeP) to make these 3D-printed parts smoother and more uniform. The goal is to achieve an even surface on all sides of the parts, including areas that are typically rougher due to the printing process. We’re also studying how the orientation of the parts and the flow of the polishing liquid affect the final surface quality.

(a) PEP machine setup at UL-LAT

(b) an egg holder fabricated using metal 3D printing before and after plasma electrolytic polishing
Future Research
In the future, we plan to measure how much material is removed during the polishing process based on the shape and orientation of the parts. This will help us fine-tune the polishing process, especially when dealing with parts that have different materials in different areas. Our ultimate goal is to ensure that every part, no matter how complex, has a perfectly smooth and even surface.
Can Plasma electrolytic Polishing be explained in simple words? Is it similar to sanding?
Think about a wooden table that has a rough, uneven surface. You use sandpaper or a polishing tool to smooth out the surface. As you work on it, the rough patches disappear, leaving the table with a smooth, polished finish that’s nice to touch and looks beautiful.
Is PeP like sanding then?
Not exactly!
In the first place it is not a mechanical but electrochemical process, but with both processes the roughest patch always disappear first.